
Food & Beverage

Food safety at the highest level
Alongside efficiency, hygiene and safety are key aspects of food production. Our food safety website provides information on: How you can protect your brand, consumers and products with our versatile weighing, inspection and software solutions. How you can guarantee the highest standards and quality at the same time and what experience we have in this area.

Food and Beverage Industry
Minebea Intec is a leading supplier of weighing and inspection technologies to the food and beverage production industry. Armed with a deep understanding of the challenges food and drink manufacturers face, the company has developed a range of products and solutions that are perfectly tailored to meet their needs in relation to quality and food/drink safety.

Meat

Bakery

Dairy

Confectionery

Pet Food
A reliable partner for food production quality control equipment
Minebea Intec has decades of experience in the development and manufacturing of innovative quality control equipment for weighing and foreign body detection purposes. A great deal of this experience has been in food and beverage manufacturing applications, where quality control is of great importance for the vital role it plays in safeguarding many of the key interests of manufacturers and consumers – such as food safety, quality and cost-effectiveness. Of course, the quality assurance that a food and drink manufacturer offers to consumers depends in part on the quality assurance it receives from its equipment suppliers. In order to provide these manufacturers with the confidence they need, Minebea Intec invests heavily in testing and certification of products in accordance with various national and international standards and regulations, such as EHEDG, FDA, HACCP and IFS, while also providing Ex solutions.
Our products boost performance in the food and beverage industry

Process Vessel Weighing (standard/digital solutions)
Our range of process vessel and silo weighing solutions includes also load cells with digital assistance technology, which offers significant benefits in case of defects. All our solutions minimise installation and calibration times.
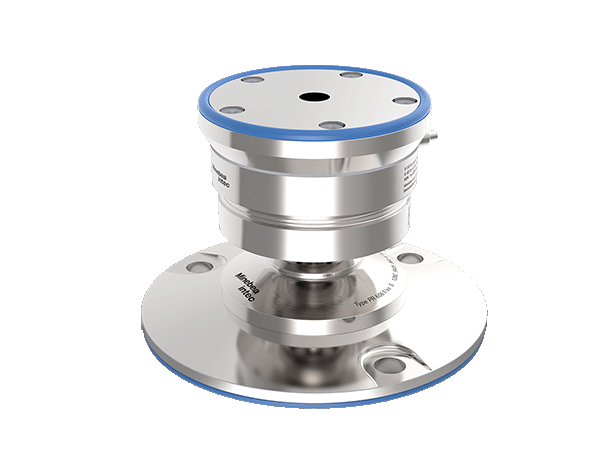
Process Vessel Weighing (hygienic solutions)
Our process vessel weighing solutions for hygienic applications facilitate easy cleaning and thorough inspection, with surfaces that are highly resistant to cleaning with aggressive agents.

Batching Solutions
Our batching solutions are user-friendly and highly efficient, and help ensure consistent product quality, with automatic recording of key data.

Bench and floor scales
Our bench scales and floor scales are designed for high-precision weighing of loads ranging from 3 kg to 3 t, and can be supplied for connection to a weighing terminal or directly to a customised control system.

Foreign body detection
Our range of metal detection and x-ray inspection systems includes solutions for the protection of production equipment and staff, the inspection of pipeline-transported materials, and the protection of consumers.

Checkweighers
Our checkweighing solutions, for in-line or end-of-line verification of product weight or completeness, can be configured to suit individual needs, and we are also happy to custom-design checkweighers for non-standard applications.
Steps of food & beverage production
Goods In
Checking of incoming materials
Step 1 in production quality control: Ensure that all the materials that will be used in the production process are exactly as ordered. If not, the integrity of the entire manufacturing process is at risk before it begins, and the quality of the end product is already jeopardised. Minebea Intec has everything needed to check incoming goods for weight content and foreign bodies – efficiently, reliably and fully compliant with the food industry’s strict hygiene standards.
Automated production
Automated equipment for the production process
Automation of processes in the food and beverage production industry is continually increasing. Weighing and batching operations are critically important in this industry, as central production processes or as quality control measures. Minebea Intec’s fully automated weighing and batching solutions are designed to be seamlessly integrated into modern production processes, with the speed required to avoid slowing down the whole operation. They are also designed to meet the highest hygiene standards – for example, by being easily cleanable. And, of course, they offer the precision and reliability required to ensure the quality of the product and the robustness and cost-effectiveness of the manufacturing process.
Manual production
Manually operated equipment for the production process
Despite the increasing automation of food and beverage production processes, a certain amount of manual measuring and weighing of materials is often required – for example, in conducting spot checks of previously measured or mixed ingredients. In common with automated measuring and weighing equipment, manually operated equipment must be reliable, precise, fast and hygienic, but it should also offer one further key characteristic: ease of use. Minebea Intec’s manual weighing and measuring solutions have been developed with the varying needs and strengths of individual workers, and the reality of ever-changing workforces, at their heart – making it possible to have just as much confidence in manual processes as in automated ones.
Packaging
Weighing and checking during the packing stage
Packaging of the final product is arguably more important, and also more demanding, in the food and beverage production industry than in any other. Consumers must be convinced, in large part by the packaging, that the product meets their expectations in relation to factors such as quality, freshness and safety. This is also often the last point at which contamination can enter the product. And, of course, the amount of product placed in individual packages must be reliably measured, and amounts must often be checked separately for quality control purposes. Minebea Intec’s numerous weighing, detection and inspection solutions have been optimised to meet the needs of food and beverage producers in their packaging
Goods out
Final checking before delivery
Once food and beverage products have been packaged or bottled, they can be stored until required and then transferred to Goods Out for delivery to customers. Here, reliable control and documentation of the product transfer is important for commercial and risk-avoidance reasons. Completeness of orders must be confirmed, and over-delivery of product should also be avoided – checks which may be especially important where secondary packaging (e.g. in cartons for shipping) is additionally required. Checkweighing of orders can be very useful in this regard, especially where multiple product types or package sizes are combined in a single delivery. In some cases, it is most efficient to weigh an entire delivery truck, before and after loading with collected goods, so appropriately sized, very robust truck scales may be called for. Minebea Intec’s weighing and counting solutions can meet the most demanding of such needs, efficiently and reliably.
Increase your expertise in foreign object detection
Preventive measures and foreign object management have become increasingly important in the food industry. One reason for this can be found in the changing requirements of food standards. Another reason is the public's increased sensitivity to contaminated and defective products. In the age of the media, product recalls can mean much more than economic losses: in the worst case, they damage the image of the entire company.

Mediacenter
Contact us
