
Automation of production processes

Why Automate?
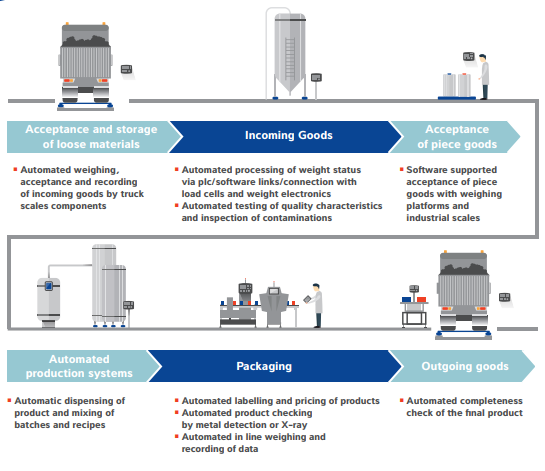
Automation is increasingly being used on processing and packaging lines to overcome difficulties and keep them running effectively and efficiently.
The impact of global challenges on local economies is impacting on the manufacturing of products and consumables; therefore, the automation of processes is one of the ways to overcome these challenges for customers. Labour shortages, demands for consistency and meeting food safety standards are just some of the issues but other drivers are coming into effect. The desire to reduce packaging, waste and be more environmentally friendly are increasingly at the forefront of customers’ minds so it is important to provide them with the solutions they need.
Benefits of Automation
The wide range of products within the Minebea Intec portfolio enables customers to easily identify products that can facilitate their manufacturing and where automation is key. The success of implementing these solutions lie with an experienced and dedicated sales team who work day in day out to overcome customer challenges.
Benefits of automation include:
Cost saving (wages/cleaning/down time of machinery)
Efficiencies (less waste/improved output/less recruitment time)
Quality and Reliability (products,packaging and labelling checked)
Environmental (less landfill/less cleaning materials/recycling of product and packaging)
Read more in our article "Automate your production processes - create efficiencies every step of the way".
Best Practices Norseland
Norseland was looking for new ways to automate parts of their manufacturing and reduce the demands on their existing workforce. The WPL-A offered the perfect solution for their labelling processes and has increased the efficiency and accuracy of their labelling.
The WPL-A has transformed the way we do labelling by automating the process. It means we’re getting a much more polished product every time without relying on manpower that we were struggling to source in our vicinity
Tony Helyar,
Continuous Improvement & Capital Projects Manager, Norseland

Premier Foods, Knighton
Premier Foods, Knighton, wanted to transition to packaging that was fully recyclable by replacing a metal lower end with paper. During this process, they also decided to move to end of line testing to try and reduce wastage they were getting from using a Bulk Metal Detector further up the line. The Dymond S has enabled them to achieve both of these objectives and in-turn they’re now making huge annual savings.
Minebea Intec offered the best solution for our needs; the unique design of the Dymond S Side Shoot X-ray system fits perfectly into our production line as it doesn’t take up as much space as other x-rays on the market. The product is saving us £80k each year which is incredible as well enabling us to become more environmentally friendly by reducing waste and using fully recyclable packaging.
Lee Millward,
Engineering Manager Premier Foods, Knighton
Mediacenter
| Category | File Name | Language | File Size | File Type | ||
|---|---|---|---|---|---|---|
| Best Practices | ||||||
| Best Practices | Best Practice // Minebea Intec scales provide precise weighing solution for fully automated airport-cargo station | English | 1,04 MB | |||
| Best Practice // Minebea Intec responded quickly to customer requirements with X-ray solution | English | 1,30 MB | ||||
| Best Practice // Food manufacturer saves £80k per year using Minebea Intec X-ray system | English | 784 KB | ||||
| Best Practice // Cheese Manufacturer transform their labelling procedures using the WPL-A and WPL-S | English | 855 KB | ||||
| Best Practice // Acrylic manufacturer choose Inteco load cells for performance, accuracy and efficiency | English | 763 KB | ||||
| Video | ||||||
| Video | Best Practice - Norseland Ltd | 11 B | youtube | |||
| Benefits of Automation | 11 B | youtube | ||||
Contact us
