
Why investing in X-ray inspection systems pays off Detect foreign objects or monitor fill levels: X-ray inspection systems are suitable for many applications in industry.
The use of X-ray inspection systems in the food industry has increased considerably over the last few years. The systems have proven to be a good investment in product safety, integrity and quality. Their ability to detect foreign objects in products and reliably reject them from the production or packaging line promotes compliance with industry standards such as HACCP, IFS and BRC, protects brand image and helps avoid costly product recalls.
X-ray inspection systems not only detect products contaminated with metal, glass, rubber, stones, plastic parts or bone chips. They also allow inline quality checks, including weight determination, counting of components, detection of missing or defective products, fill level monitoring and checking the integrity of closures.

Product Portfolio X-ray systems
Inspection solutions
Dypipe

Inspection solutions
X-ray inspection system Dymond Bulk

Inspection solutions
Dymond DSV X-ray inspection system

Inspection solutions
X-ray inspection system Dymond S

Inspection solutions
X-ray inspection system Dymond D

Inspection solutions
X-ray inspection system Dymond

Inspection solutions
X-ray inspection system Dylight

We offer a wide portfolio of X-ray inspection systems
All our X-ray units are characterised by the following product features:
✔ Intuitive operation via an icon-based user interface
✔ High detection performance at high belt speeds
✔ Multi-track solutions for up to 8 lines with one detector
✔ Integrated networking compatibility enables remote access by technicians
✔ Powerful interfaces, including USB and Ethernet, facilitate integration into data networks. Optionally also via OPC-UA and SPC@Enterprise
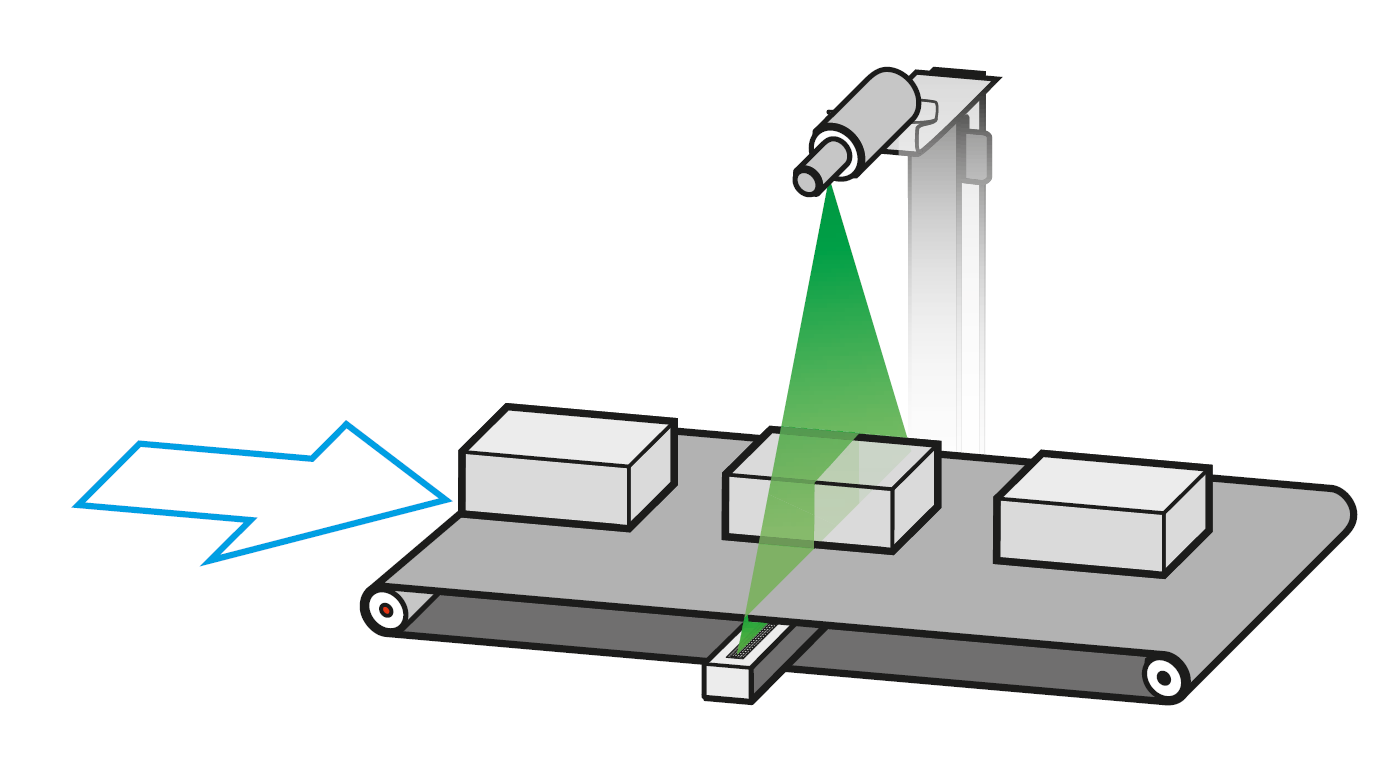
Top or sideshooter: Which X-ray inspection system is right for you? Topshooter X-ray inspection systems: Effective inspection of flat individual packages
The top-down shooter is the most common system in X-ray food inspection. X-ray inspection systems are usually located at the end of the packaging line and inspect flat individual packages. Since the shallower product depth of the flat packages allows for better detection sensitivity, vertical inspection is most suitable here. As a rule, the X-ray inspection system at this point of the packaging line has its own conveyor belt and an integrated reject system.

X-ray inspection system Dylight
As a true "plug and play" solution, the Dylight X-ray inspection system combines all functions in one compact unit. It is perfect for inspecting small products such as snacks, energy bars and sweets. Further product features:
- With a width of only 1 metre, the extremely narrow unit can be integrated into your packaging line even if you only have very little space available
- Complete with integrated separator and collection container for contaminated or defective products

X-ray inspection system Dymond 40/80/120/160
The Dymond series of X-ray inspection systems are exceptionally versatile. 4 models offer solutions for the most common applications for inspecting packaged products. With belt widths up to 800 mm, it is additionally suitable for multi-track applications of maximum 8 tracks.
- Reliable inspection thanks to high detection sensitivity
- Maximum safety: Dymond detects foreign bodies and checks fill levels
- Simple integration via SPC@Enterprise, OPC-UA, Modbus and Ethernet

X-ray inspection system Dypipe
With Dypipe we guarantee a new level of safety and flexibility in your production process of viscous and liquid products. The system can be equipped with various separators, connections and mounting options that offer unsurpassed flexibility and make it the perfect solution for your production line. An innovative test part feeder ensures the highest quality on the fly during operation.
- Elbow valve separator in hygienic design
- Multiple interfaces such as OPC UA, Ethernet IP and SPC@Enterprise pave the way to more productivity
- Easy-opening arc valve separator (ABV) specially designed for meat applications.
- Product learning mode and individual operating levels provide maximum flexibility and ease of use.
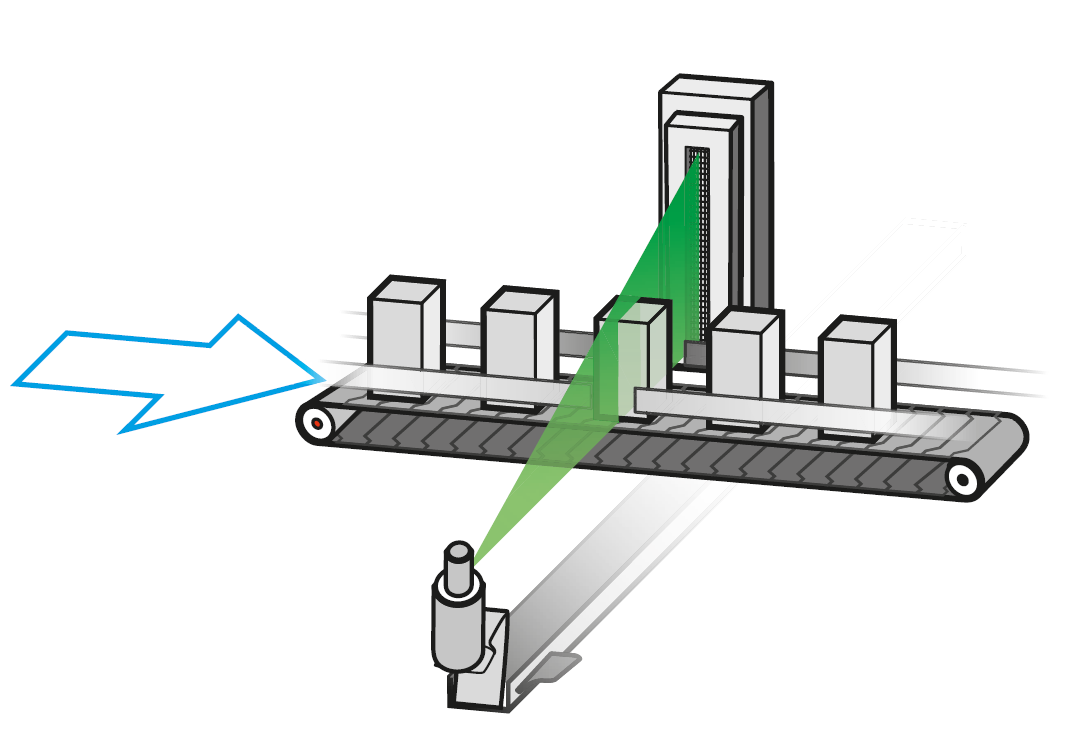
Sideshooter X-ray inspection systems: The optimal choice for products with greater height
The sideshooter X-ray inspection systems are used for packaged products whose height exceeds their width. Here, too, the premise is to guide the product with its flattest side through the X-ray beam. A sideshooter X-ray inspection system has an X-ray generator that scans the product parallel to the surface and across the direction of travel of the conveyor belt. The advantage of these systems is that an existing conveyor belt can be reused, as it is not visible in the inspection area of the X-ray beam. There is no need for additional transfer points between the conveyor belt and the drive. This also simplifies installation and integration into an existing packaging line.

X-ray inspection system Dymond S
The Dymond S X-ray inspection system combines high detection sensitivity with low energy consumption. Optionally, the unit can be supplied in a curved configuration. Ideal for all situations with severely limited space. All Dymond S come standard with...
- ...an integrated Nema 4X cooler for easy cleaning
- ...a 500 W monobloc generator for high throughput rates and low installation and maintenance effort
- ...a chicane for product guidance and shielding.

X-ray inspection system Dymond D
Dymond D is an X-ray inspection system that produces two X-ray images at an angle of 90° degrees. Whether it's a can, a Tetra Pak or a glass jar - the maximum security provided by multi-sided fluoroscopy opens up many possibilities in product design for manufacturers.
- Maximum inspection power through dual beam technology: 2 × 90 kV, 9 mA
- Dymond D is equipped with a customised product feed, baffle and shielding device.
X-ray inspection systems for bulk material
For all goods that are introduced "directly from the field" into the production process, Dymond Bulk offers the possibility of efficient detection and elimination of foreign bodies of all kinds.
X-ray inspection system Dymond Bulk
- Excellent detection performance for raw materials such as vegetables, nuts, dried fruits or cereals
- Highest detection sensitivity for product and machine safety
- Intuitive operation
- Worldwide service, including remote support
- Powerful interfaces for easy integration into networks

FAQs
How long have X-ray inspection systems been around and in which areas are they used?
Since Wilhelm Conrad Rontgen discovered the "invisible rays" on 8 November 1895, X-ray diagnostics has become established in many areas. Today, X-rays are not only used for medical purposes, but also support the food industry in its quest for food quality and safety.
X-ray technology offers a reliable method for food inspection. It is used to detect physical foreign objects or to examine the internal structure of food. As part of the HACCP concept (Hazard Analysis and Critical Control Points), it helps to meet the increasing demands of consumers and regulatory authorities. An X-ray inspection system can identify a variety of physical foreign objects such as metals, glass, rubber, stones and even certain types of plastics. Taking an X-ray image leaves no trace on the product. Therefore, this method is preferred for packaged finished products - especially those in bottles, cans, jars and bags. X-ray inspection systems have become more powerful, reliable and user-friendly in recent years. Some systems not only detect foreign objects, but also check the weight, the number of product components, the fill heights or the seal seam integrity of the packaging. Thanks to their technological progress, modern X-ray inspection systems thus contribute to a reduction in production costs.
How does an X-ray inspection system work in industry?
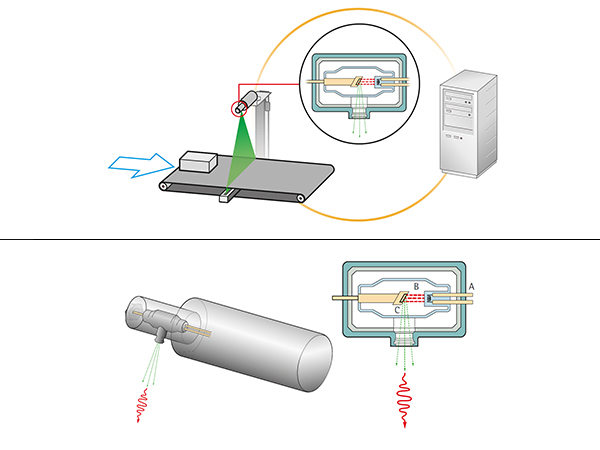
A Rontgen inspection system consists of the three core components generator, detector and image processing as well as mechanics and conveyor technology. Special hardware configurations are available for different areas of application, enabling the core components to be used in a wide variety of applications.
Structure of a generator
In their simplest form, modern X-ray tubes consist of the following components:
-
Glass envelope
-
Heating cathode
-
Copper anode
-
Tungsten disc
All components lie within a vacuum in a sealed glass or ceramic body. The heating cathode serves as the electron source and consists of a tungsten filament that is made to glow by an electric current.
By applying a high voltage (kV) between the copper anode and the heating cathode, electrons are accelerated and move towards the tungsten disc. The electron current at this point is called the X-ray tube current (mA). When the electrons hit the tungsten disc, they are slowed down considerably. This deceleration causes the emission of X-rays. In an X-ray generator
the tube is shielded with lead or copper. The usable X-rays leave the generator through a small opening (see red waves in the graphic).
The generation of usable X-ray radiation releases heat and makes it necessary to cool the generator. Therefore, the X-ray generator is often located in a housing that is filled with a cooling liquid such as oil. The dissipation of heat is often enhanced by cooling fins. The cooling requirement results from the power of the generator and the ambient temperature.
Generally speaking:
-
for X-ray detectors from 65W to 100W, simple fans are sufficient for circulating the warm air
-
Powerful air conditioners are used for units from 100W to 320W output.
-
for high power detectors with 1000W and more, a pump system with active water cooling is required.
Search sensitivities of X-ray inspection systems in the food industry environment

X-ray inspection looks for foreign bodies that absorb a higher amount of radiation than the product being inspected. Reliable detection of foreign bodies is therefore only possible if they have a comparatively higher density.
Many foods are water-based or based on water due to their natural structure, such as fruit and vegetables. Thus, they have a similar density to water (1000 kg / m3). In terms of specific gravity, this corresponds to a value of 1.0 g / cm3. This value is usually used as a reference point.
The following table illustrates the detectability of material types. Materials marked in red cannot normally be detected because their density is too low or almost the same as that of the product. Materials marked in green can be detected due to their higher density. The table is sorted in descending order of density. The higher a material is in the table, the higher the attenuation factor and thus these elements are better detected in the food. This also means that smaller particles can also be detected more easily.
Caution: When defining detection sensitivities for the quality management system, the density of the materials that pose a risk according to the risk analysis should also be specified. For example, not all glass is the same: lead glass, for example, has a density of 3.5 - 4.8 g / cm3. In contrast, soda-lime glass (also called soda-lime-silica glass, the most common material for glass containers such as
bottles or glass jars) have a density of 2.52 g / cm3. It is obvious that the absolute detection sensitivity of these two types of glass differs greatly. Therefore, care must be taken that for the definition of search sensitivities of an X-ray inspection device exactly those materials are evaluated which actually exist as a risk in the production environment.
White Paper
Find out more details about X-ray inspection technology in our white paper "X-ray inspection in food production: requirements, technology and application recommendations".
Contact us
