
Pharma

Pharmaceutical Industry
In developing and producing drugs for use as medications to address every ailment known to man, the pharmaceutical sector has become a vast, extremely complex, highly regulated industry – with corresponding demands on critical manufacturing processes such as weighing, batching and foreign body detection. Minebea Intec has decades of experience in supplying solutions to meet these demands, for pharmaceutical companies all around the world.
The solutions are optimised to the industry’s particular needs – for instance, with state-of-the-art manual and automated formulation systems, advanced tracking and tracing features, the abilities to be readily validated and calibrated, and cleanroom suitability. Our equipment is designed for easy manual cleaning, and our solutions are supported by validation-optimised software for manual formulation, data recording and quality assurance. In this way, we help to continuously increase operational efficiency, enhancing overall equipment effectiveness (OEE) and improving competitiveness.
A reliable partner for quality control and process equipment for the pharmaceutical industry
Minebea Intec has many years of experience in the development and manufacturing of innovative production and quality assurance equipment for weighing and foreign body detection purposes. Much of this experience has been in pharmaceutical industry applications, where quality control plays a vital role in ensuring product safety and quality while also maximising the efficiency and cost-effectiveness of production processes. As a reliable partner of pharmaceutical industry manufacturers around the world, Minebea Intec invests heavily and constantly in testing and certification in accordance with various national and international standards and regulations, such as
- for materials and products: EHEDG / FDA / HACCP / IFS / EAC
- for Ex applications (explosion protection): ATEX / FM / CSA / IECEx / EAC
- for calibration: OIML / NTEP
- for ingress protection (IP): up to IP69k
- for manufacturing: Good Manufacturing Practice (GMP) and Good Automated Manufacturing Practice (GAMP) – e.g. to FDA 21 CFR
We also ensure compliance, in relation to electronic records and electronic signatures, with FDA 21 CFR Part 11.
We are thus well prepared to meet the widely varying needs of pharmaceutical industry manufacturers, whatever their product or field of activity – and, of course, to provide the associated quality documentation that might be required for any project.
Applications of our products
Goods In and engineering
Equipment for checking incoming materials and for engineering applications
Ensuring that all materials that will be used in the production process are exactly as ordered is the first step in production quality control. And engineering and development of new pharmaceutical products and solutions also requires great precision, especially in terms of establishing and reproducing the exact quantities of individual contents used.
Minebea Intec’s wide range of high-precision weighing equipment includes solutions for every such application – solutions that are efficient, reliable and fully compliant with the pharmaceutical industry’s strict quality and safety standards.
Processing
Precise quantity control during processing
Processing in the pharmaceutical manufacturing industry requires precise control of quantities – both during production of active ingredients or drugs in primary processing, and, in secondary processing, during conversion of the active drugs into products suitable for administration. Minebea Intec’s range of weighing equipment, which includes bench and floor scales, and digital and hygienic solutions for weighing process vessels, has been optimised for such applications in any cleanroom environment.
Formulation and Filling
Enhancing the efficiency of formulation and filling processes
Quantity control is vitally important in the pharmaceutical industry – especially for health, safety and product quality reasons, but also for commercial or stock monitoring purposes. The use of the appropriate quantity of each material must be ensured, requiring the use of high-accuracy filling and weighing equipment.
Minebea Intec’s fully automated filling and weighing solutions are designed to be seamlessly integrated into modern production processes. They can be easily calibrated, and offer the speed required while delivering the precision and reliability required to ensure the quality of the product and cost-effectiveness of the manufacturing process.
Packaging
Checking and control during the packing stage
During packaging, the amount of finished product in individual packages and single products must often be checked for quality control purposes, and it may be sensible to check for contaminants, e.g. using x-ray inspection equipment.
Minebea Intec’s numerous checkweighing and inspection solutions have been optimised to meet the needs of drug manufacturers in their packaging operations, ensuring that the product leaving the factory will satisfy final customers’ expectations. Systematic recording of the details of all production steps can be transferred into the company’s quality control system and provide invaluable information in the event of a customer complaint or a product recall.
Goods Out
Final checking before delivery
Following packaging, pharmaceutical products can be stored until required and then transferred to Goods Out for delivery to customers. Here, reliable control and documentation of the product transfer is important for commercial and risk-avoidance reasons.
Completeness of orders must be confirmed, and over-delivery of product should also be avoided – checks which are especially important where secondary packaging is additionally required, or where multiple product types or package sizes are combined in a single delivery. Minebea Intec’s range of weighing and inspection solutions can meet all such demands, efficiently and cost-effectively.
Our products and solutions for the pharmaceutical industry

Process Vessel Weighing (standard/digital solutions)
Our range of process vessel and silo weighing solutions includes also load cells with digital assistance technology, which offers significant benefits in case of defects. All our solutions minimise installation and calibration times.
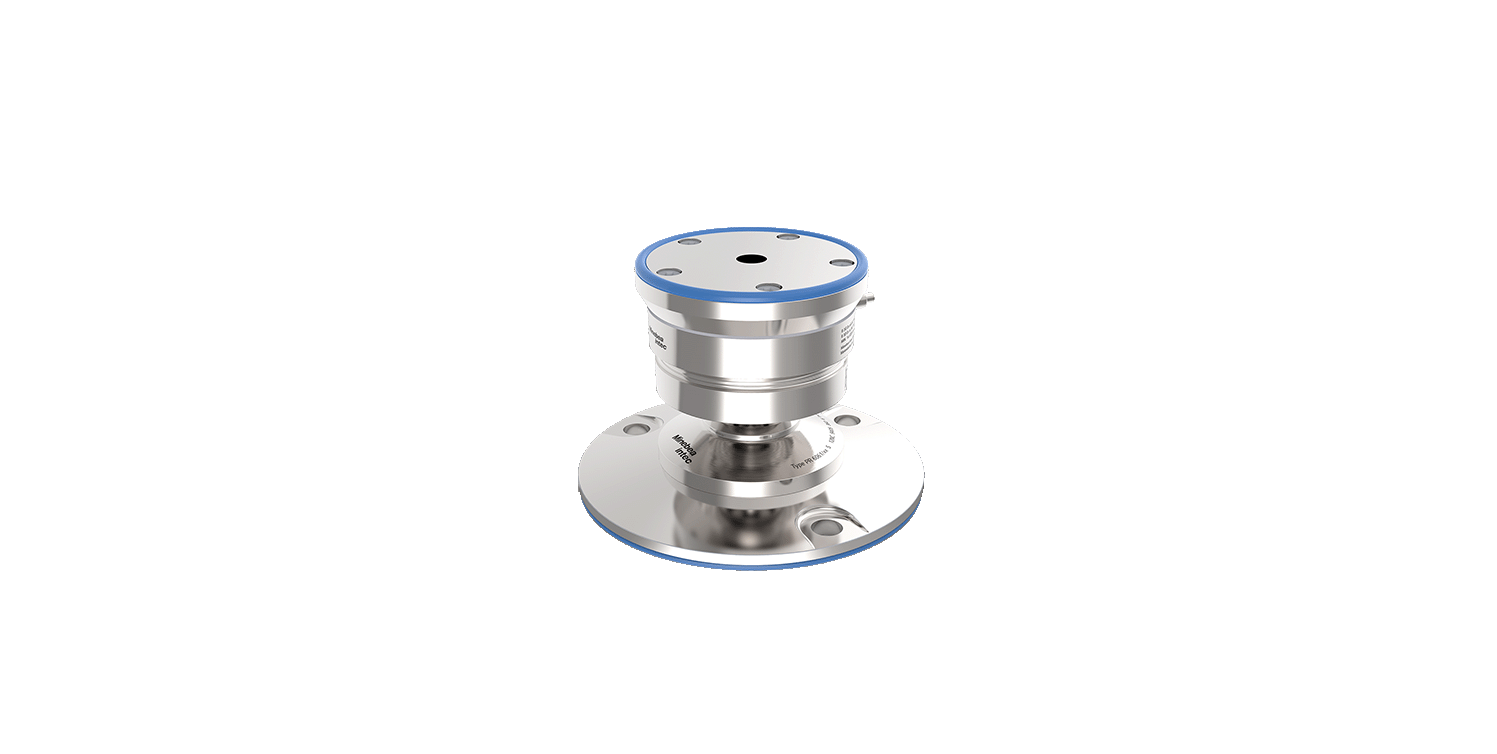
Process Vessel Weighing (hygienic solutions)
Our process vessel weighing solutions for hygienic applications facilitate easy cleaning and thorough inspection, with surfaces that are highly resistant to cleaning with aggressive agents.

Bench and Floor Scales
Our bench and floor scales are designed for high-precision weighing of loads ranging from 0.001 kg to 3,000 kg, and can be supplied for connection to a weighing terminal or directly to a customised control system. These are also available for Ex-applications and many other challenging pharmaceutical industry environments.
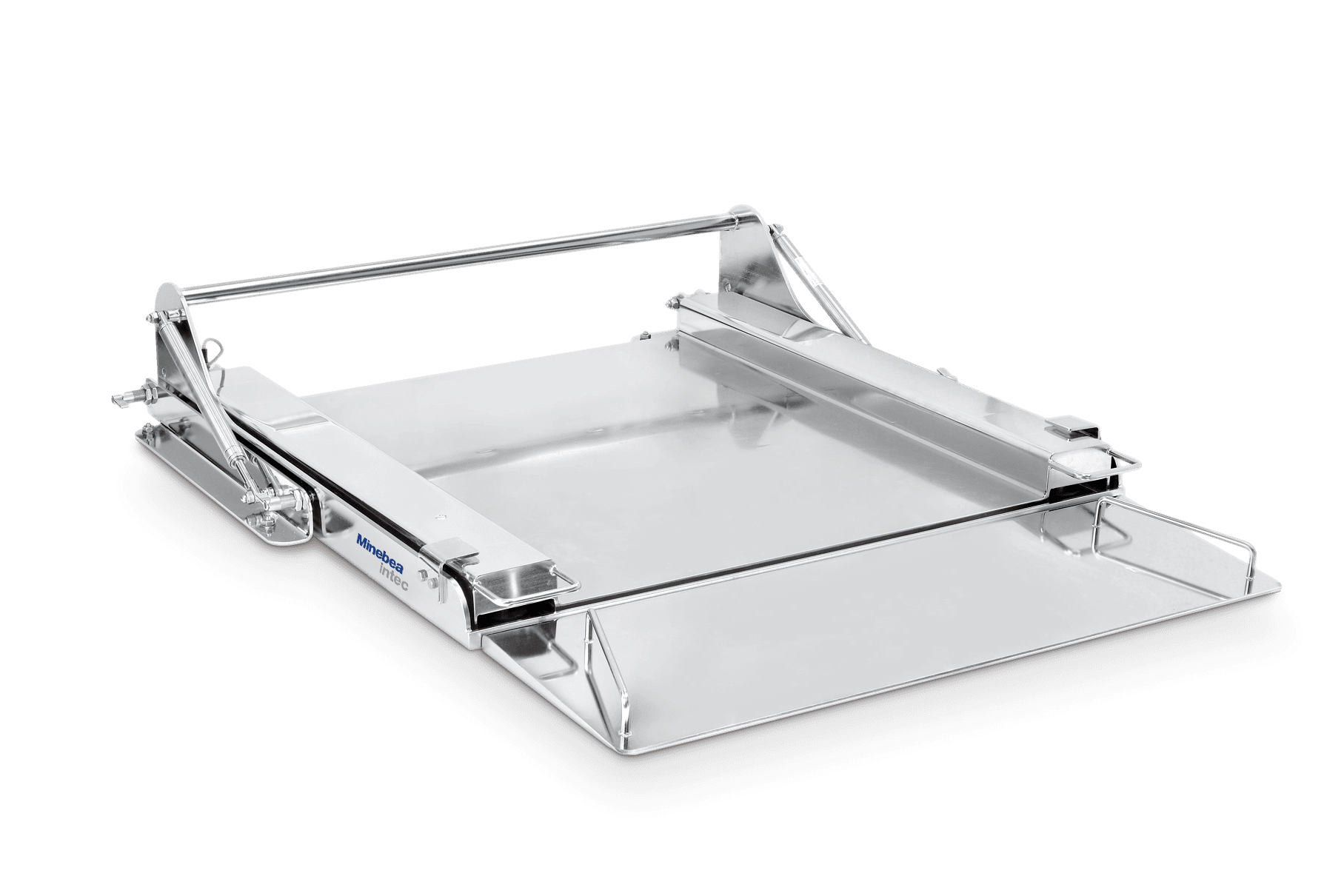
Floor Scales
Our floor scales are designed for high-precision weighing of loads ranging from 3 kg to 3000 kg, and can be supplied for connection to a weighing terminal or directly to a customised pharmaceutical industry control system.

Filling Solutions
Our control units and software for filling solutions in the pharmaceutical industry are highly accurate and easily adjustable to suit widely varying requirements in terms of quantity, quality and consumption optimisation.

Checkweighers
Our checkweighing solutions, for in-line or end-of-line verification of product weight or completeness, can be configured to suit individual needs, and we are also happy to custom-design checkweighers for non-standard applications.

X-ray Inspection
Our x-ray equipment for inspection can be used with various products and with a wide variety of packaging types.

Statistical Process Control
Our user-friendly software SPC@Enterprise provides a detailed overview of the manufacturing facility. It can combine various elements of the production process, such as classic fill quantity control with dynamic process control for a wide range of systems, thereby supporting production process quality management – efficiently and reliably.
Best Practice - Cansino
Precise weighing technology for the production of a vaccine against Corona virus.
Mediacenter
| Category | File Name | Language | File Size | File Type | ||
|---|---|---|---|---|---|---|
| Best Practices | ||||||
| Best Practices | Best practice // Mobile weighing for clean rooms | English | 926 KB | |||
| Best Practice // A weighing solution opens door for FDA compliance | English | 1,51 MB | ||||
| Best Practice // High Precision, hygienic design weighing solution impresses the pharmaceutical industry | English | 1,25 MB | ||||
| Best Practice // This high-precision weighing solution with hygienic design is winning over the pharmaceutical industry | English | 1,95 MB | ||||
| Best practice // Minebea Intec’s products support the creation of a vaccine against Corona | English | 1,64 MB | ||||
| Best Practice // Minebea Intec’s checkweigher proves highest reliability in vaccine production | English | 865 KB | ||||
Contact us
