
New silo weighing solution raises efficiency in salt production
Salinen Austria AG, one of Europe’s leading salt manufacturers, relies on Minebea Intec weighing technology to renovate its dry salt tanks. Thanks to a digital interface, users have an overview of weight values at all times and the high-precision load cells enable precise mixing for iodised table salt.

Key facts
Salt has been mined in Hallstatt in Austria’s Salzkammergut region for over 7000 years. Salinen Austria AG extracts the brine used for evaporated salt production as well as untreated rock salt (natural salt) at its mines in the Austrian Alps. The dry salt tanks, each with a capacity of 150 metric tonnes, were in need of renovation.
Application & Product
Due to size of the tanks, eight load cells were used for each one. The ProfiNet interface can be used to view the weight value and the status at all times.
- Compression load cell Inteco®/30t D1
- MaxiFlexlock PR6001/01S/ PR 6001/11S
- Cable junction box PR 6130/38SA
Customer benefits
- Professional consultation during the engineering phase with easy-to-use demo equipment
- Compact, robust and easy to install and operate
- Optimal transparency in the batching and weighing process
- Durable precision weighing solution with a high level of corrosion resistance; robust even when used in the most extreme conditions
“The Minebea Intec solutions cope with the extreme ambient conditions and high loads and have helped to increase the efficiency and performance of traditional salt mining in the Salzkammergut.”
Andreas Neubacher
Project Engineering, Salinen Austria AG
The Salzkammergut is the oldest region in the world where salt has been continuously produced up to the present day. Salinen Austria AG extracts the brine used for evaporated salt production as well as untreated rock salt (natural salt) at its locations in Hallstatt, Altaussee and Bad Ischl in the Austrian Alps.
Focus on quality
Salinen Austria AG conducts comprehensive checks to guarantee that its products are of a consistently high quality. The company boasts its own accredited laboratory, which handles the entire analysis process from raw material to the finished products in line with the latest quality assurance standards. The company also uses a traceability system to ensure comprehensive auditing and supplier management. The safety of the products and the production methods is also systematically checked in accordance with HACCP quality management principles, in order to guarantee the best possible quality. Salinen Austria AG is certified according to IFS, ISO 9001:2015, ISO 14001:2015 and GMP.

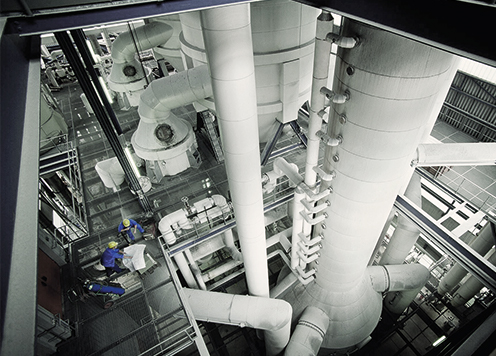
For this current project, a new control scheme was developed in collaboration with Minebea Intec, to ensure that the mixing of iodised table salt is as homogeneous and consistent as possible. The salt feeder conveys the salt from the silos to a continuous mixer. Since the overall raw material feeder is designed to move around 35 metric tonnes of salt per hour, a reliable, robust and high-precision weighing solution is required. The Inteco load cell was the ideal solution as it enables customers to transfer the weight values directly to their own system. Furthermore, the integrated Minebea Intec FLEXLOCK mounting kits minimise the impact of movements on the weighing result.
Contact us
