
Corporate, Press Downloads
The sweet potential for growth of modern weighing and inspection technologies
In order to stay competitive, manufacturers in the confectionery industry depend on fast, flexible, economical, and safe production facilities. These include modern weighing and inspection technologies, which help to reduce the number of rejects or increase process speeds. Minebea Intec sees itself as an innovative partner in technologies and solutions that aim to increase efficiency and productivity.
The confectionery industry is undergoing constant change. Whether they are boiled or soft sweets, chocolate or gummy sweets – almost every manufacturer in the confectionery industry brings seasonal products on to the market alongside their standard range. In addition, there are always new nutritional trends and increasing consumer demands with regards to packaging. Such frequent change requires not only a high level of flexibility, but also maximum production control. At the same time, high competitive pressure means all production steps need to be continuously optimised. The increasing use of automation and digitalisation opens up considerable potential for savings. Not least, the combination of modern technologies and software solutions which enables manufacturers to increase production efficiency. “Weighing and inspection technologies from Minebea Intec don’t only help to ensure product quality and purity. There are many areas where we think our solutions can have a direct positive impact on productivity for our confectionery industry customers,” explains Willy-Sebastian Metzger, Director of Strategy, Business & Marketing at Minebea Intec.

Optimising material consumption and minimising rejects
When it comes to reducing the consumption of raw materials and ingredients used, the first thing many manufacturers think of is the filling systems in their production process. When chocolate, gummy sweets and candy are poured into moulds, there is considerable potential for savings in determining the exact filling quantity. There is also additional potential for optimisation in the filling equipment of the packaging line. If sweets are filled loosely into tubular bags, for example, over filling is often accepted to avoid under filling. The checkweighers Synus or Flexus from Minebea Intec have a special option: Trend Control, controls the upstream filling, portioning or cutting machine so that the defined target weight is achieved as accurately as possible and kept constant. This prevents unnecessary over filling or under filling and permanently reduces rejects and thus material waste. It’s not only the innovative features of products from Minebea Intec, but also their reliable weighing technology that convinces customers such as Franz-Josef Laumann, plant manager at Sulá GmbH in Germany: “The checkweighers from Minebea Intec have been a permanent fixture of our confectionery production for around 30 years. Their reliable technology and, of course, their simple operation have been true cornerstones of our system reliability.”
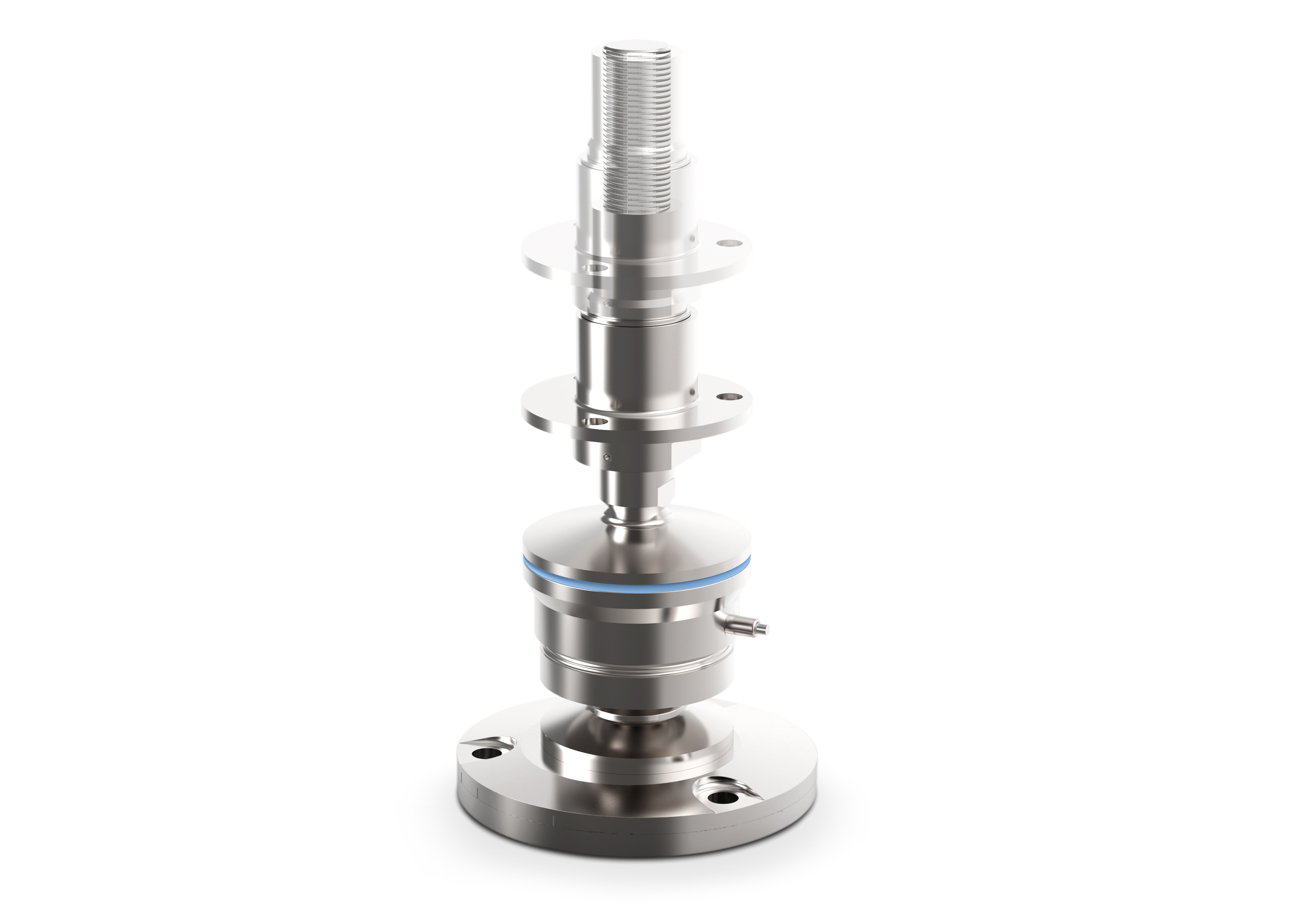
To determine the exact quantity of material used, precise measurement results are also required on silos for storage and process vessels. Digital and analogue load cells and weighing electronics accurately determine filling levels. Weighing mixing systems, in particular, is a challenge due to the interfering lateral forces. In this case, the hygienic weighing modules of the Novego range from Minebea Intec offer maximum precision – even with lateral forces of up to 20% of the load. For the monitoring of all processes, statistical process control software provides a comprehensive overview of all processes and thus offers possibilities for process control: SPC@Enterprise from Minebea Intec records data from static and dynamic scales, metal detectors and other systems. The data can be stored for documentation purposes for audits, for instance, but can also be prepared for process evaluation, laying the foundations for process optimisation.
Precise metal detectors and X-ray inspection systems also make a valuable contribution to process optimisation. Their ability to accurately detect foreign objects and reject contaminated packaging or raw materials keeps rejects to a minimum. For rapid transition between products, systems from Minebea Intec can also be easily “trained” in individual products, which helps to minimise standstills.
Optimising space requirements and increasing production speed
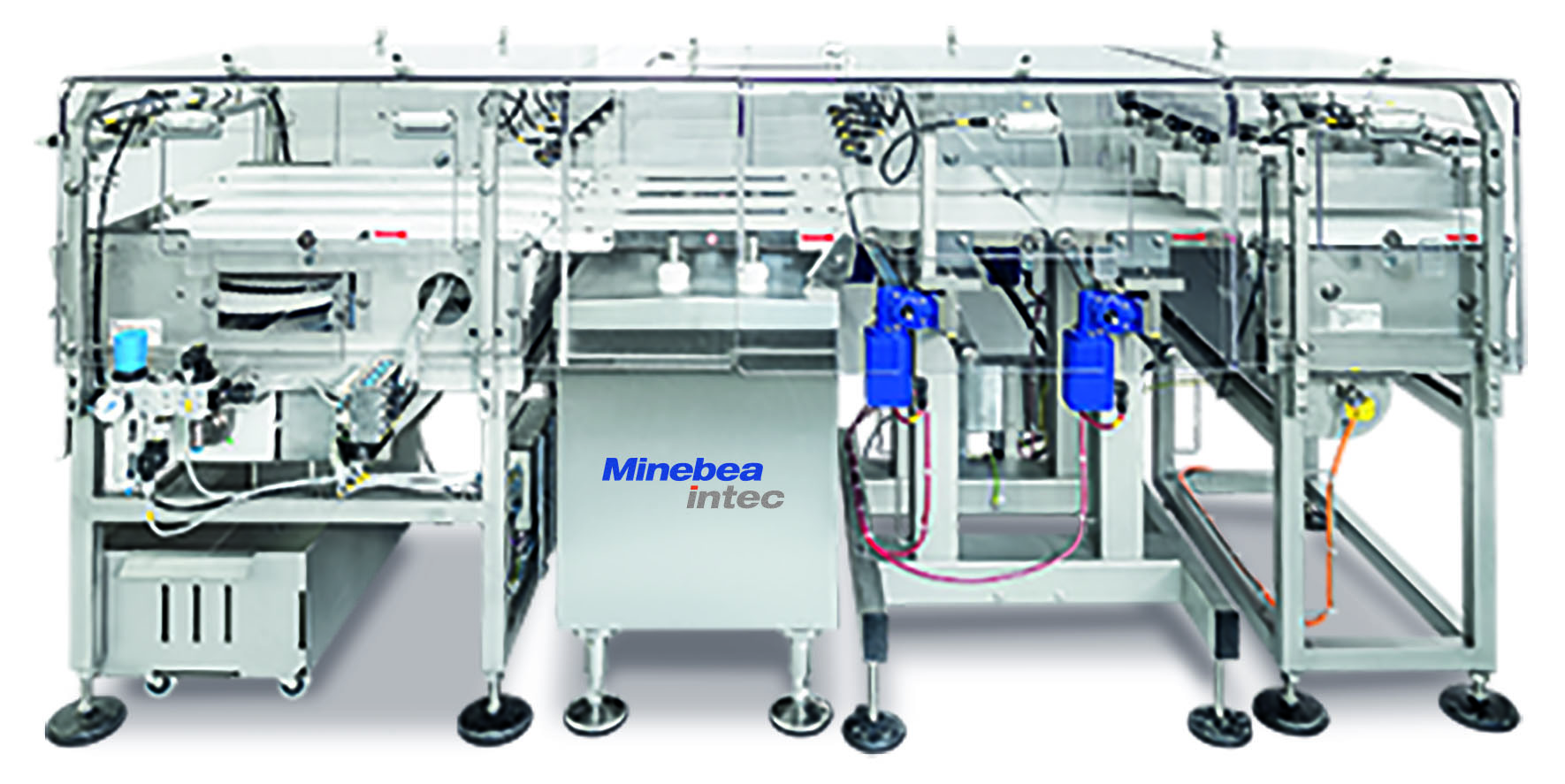
When every metre on the production line counts, the checkweighers from Minebea Intec can also be combined with a metal detector to save space. The checkweigher Flexus can checkweigh up to six lines simultaneously if required. Defective products are then rejected, for example, via customised telescopic ejection systems. High speeds can lead to loss of precision, while product weight and packaging present additional challenges. This is why Minebea Intec offers customised solutions for special requirements, products and packaging and allows for maximum throughput of 2,400 items a minute, if necessary.
Guaranteeing product quality and safety
Quality is felt most clearly where it’s missing. Even an incorrectly applied label can leave consumers with a feeling of poor product quality. It’s even worse when foreign objects are present. They come from various places: starting with screws and nuts loosened by vibration during the process, foreign objects can also enter the production process via supplied raw materials. Foreign objects clog up nozzles, damage grinders and are not just a daily threat to the production process: if they get into the product unnoticed, they can endanger the health of consumers and thus potentially the producer’s reputation. Metal detectors detect metal parts made of iron, steel and stainless steel but also non-ferrous metals such as aluminium. Their sensor technology can detect both magnetic and non-magnetic metals. From the size of the outlet opening to the product effect,several factors can influence the attainable detection result. Expert advice is helpful in this regard. An X-ray inspection system can identify a much larger number of physical foreign objects such as metals, glass, rubber, stones and even certain types of plastics. In recent years, X-ray inspection systems have become more powerful, reliable and user-friendly. Minebea Intec systems not only detect foreign objects, but can also check weight, the number of product components, fill levels or the seal integrity of packaging. Thanks to technological progress, modern X-ray inspection systems thus help to reduce production costs.
Statistical process control and complete recipe management
The continuous recording of all relevant parameters in the production process not only ensures conformity with legal regulations, it is also a crucial basis for manufacturers to identify weak points. The software for statistical process control SPC@Enterprise records and controls samples to optimise the process and enable attributive tests so that important quality criteria can be monitored. The evaluation of these packaging and environment-related attributes is fundamental for product quality. Examples of attributes include twisted labels, incorrect packaging or unreadable barcodes. The recipe management system ProRecipe XT® from Minebea Intec simplifies the monitoring and control of manual and automatic weighing and dosing processes. This ensures constant product quality, as well as safe and efficient production processes. Comprehensive report functions guarantee full traceability.
Compliance with legal regulations and comprehensive logging
In the food industry, we encounter a large number of legal regulations, with very few of them being global in scope. As a reliable partner, Minebea Intec supports quality management and efforts to enable safe production processes. Continuous testing and certification procedures ensure compliance with numerous national and international standards, concepts and regulations such as FDA, HACCP, IFS, EAC, AAA, EHEDG and NSF. “We are seeing a clear trend toward globalisation. Many of our customers in the food industry manufacture products on a decentralised basis in various markets but want to have proven, safe technologies on site. This is where our wide range of approvals and certificates can guarantee that our products can be used around the world,” Willy-Sebastian Metzger added. The endeavour to be a good partner for customers anywhere in the world can be seen, for example, in the innovative service tool miRemote, which uses augmented reality to provide first response on site and thus help to avoid standstills across national borders and time zones. Given the high throughput in the confectionery industry, this also represents a considerable contribution to maintaining and increasing productivity. “Our customers’ objectives are also our objectives. Our focus on customers is and remains the company strategy of Minebea Intec, even in the face of the increasing effects of globalisation,” Willy-Sebastian Metzger concluded.
Please send us a PDF of your announcement. When publishing the article online, please link to www.minebea-intec.com
Related Files
| File Name | File Size | File Type | ||
|---|---|---|---|---|
| htg-confectionery-candies.jpg | 115 KB | jpg | ||
| checkweigher-flexus-combi.jpg | 94 KB | jpg | ||
| flexus-multilane.jpg | 987 KB | jpg | ||
| novego-high.jpg | 990 KB | jpg | ||
| synus-confectionery.jpg | 633 KB | jpg | ||
| service-tool-spc-enterprise_.jpg | 184 KB | jpg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}