
Corporate
How weighing and inspection technologies make production processes more sustainable
Need for action in all industrial sectors
Issues such as resource management and sustainability are becoming increasingly important, while climate change and high energy prices are omnipresent. Minebea Intec, a leading global manufacturer of industrial weighing and inspection technologies, is aware of its responsibility and offers solutions for sustainable production processes. Increasing efficiency, conserving resources and protecting against expensive product recalls that damage the company's image and the environment are key issues. The company is also working consistently to improve its own environmental footprint.
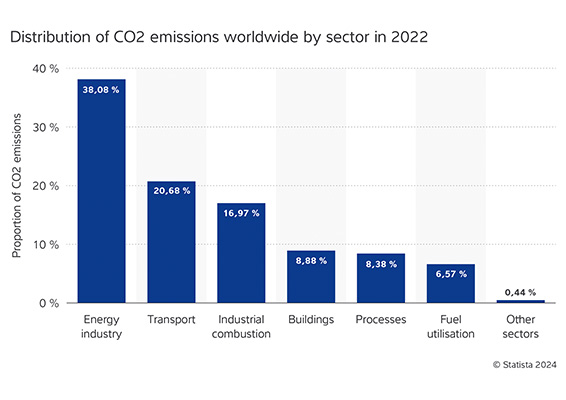
For many years, the energy sector was rightly the focus of climate protection policy. However, with the decision to phase out coal and the expansion of renewable energies, the energy industry was able to significantly reduce its emissions: by around 36 per cent between 2013 and 2021. According to current studies, around 17 per cent of global greenhouse gas emissions come from industrial processes. This makes industry the sector with the third-highest emissions after energy production and transport. The core problems are the enormous consumption of resources and the associated waste generation.
For these reasons, the demand for climate-neutral business models and cutting-edge technologies that contribute to greater sustainability is growing worldwide. This is precisely where Minebea Intec's solutions come in, ensuring maximum efficiency and the greatest possible conservation of resources along the entire production chain, from incoming goods to outgoing goods.
Sustainable dosing processes with high-precision load cells and industrial scales
At the beginning of many production processes, for example in the food, pharmaceutical or cosmetics industries, ingredients have to be mixed in the right proportions. Many companies work with automated mixing systems equipped with high-precision load cells from Minebea Intec. "Our weighing solutions guarantee precise, continuous, fast and flexible dosing processes and minimise material losses," says Yannick Salzmann, Global Product Manager at Minebea Intec. The weighing solutions can be easily integrated into manufacturers' production lines as an OEM solution. "Our weighing module Novego® was specially developed for weighing tanks and process vessels," says Yannick Salzmann. "The hygienic complete solution offers a variety of innovative features for simple and error-free installation as well as maximum resistance to lateral forces." In addition to dosing processes, Minebea Intec's load cells can also be used to weigh vehicles and carry out fill level checks.
With the static industrial scales from Minebea Intec, such as the bench and floor scales from the Combics® and Midrics® series, industrial customers can also organise their dosing and mixing processes more sustainably thanks to precise weighing results. The industrial scales from Minebea Intec are also characterised by a very long service life and low energy consumption.
Better material and resource management with checkweighers
Once the mixing process is complete and the products are on the conveyor belts, the dynamic checkweighers from Minebea Intec come into play. "With the help of dynamic checkweighers, companies can optimise their production processes, improve material and resource management and increase the accuracy and consistency of production processes," says Lars-Henrik Bierwirth, Product Manager at Minebea Intec.
With the Essentus® , Synus® , Flexus® and EWK models, Minebea Intec offers a complete product portfolio in this segment for a product throughput of up to 600 items per minute. Each checkweigher is characterised by a stable and robust mechanical design and a sufficiently high weight to ensure precise and reproducible high speed weighing results.
Dynamic checkweighers provide a lot of important data about the actual performance of production lines by seamlessly recording all measurement results. To make it easier to analyse and assess this data, Minebea Intec offers a variety of data interfaces as well as ready-made, bidirectionally communicating evaluation tools such as SPC@Enterprise. The software makes it possible to record the weights of all products and integrate the information into the company's own SAP management system in order to ensure complete traceability of production and offer the end consumer greater food safety. Checking the correct filling quantities also reduces the risk of product recalls.
Why are product recalls so harmful to the environment?
Product recalls occur due to quality issues, safety concerns and non-compliance with regulations. Not only can such actions be costly and damaging to a company's image, they also have a significant impact on the environment. Transport costs, waste and resource consumption are key aspects, as recalled products often have to be disposed of or reprocessed. Last but not least, recalled products can contain harmful chemicals or toxins, the improper disposal of which can pollute soil, water and air.
Efficient quality controls are essential to protect against product recalls. In addition to fill quantity checks, this also includes foreign object detection. One technology that can be used to realise both applications is X-ray inspection, for which Minebea Intec offers a broad portfolio.
X-ray inspection: High detection sensitivity with low power consumption
X-ray inspection systems not only detect products contaminated with metal, glass, rubber, stones, plastic parts or bone splinters but also enable inline quality checks such as weight determination, counting of components, detection of missing or faulty products, fill level control and checking the integrity of closures.
Minebea Intec offers a broad portfolio of X-ray systems for the inspection of packaged products. Typical applications include cartons, boxes, bags, trays and portion packs, which can contain a variety of dry or liquid food products. The Dylight and Dymond models have been specially developed for these applications. They are characterised by a hygienic design and high detection sensitivity with low power consumption.
Minebea Intec launched the Dypipe X-ray inspection system for viscous and liquid products just last year. "The Dypipe is equipped with an innovative sample insertion system that enables real-time inspection," says Liang Mengqi, Global Product Manager at Minebea Intec. "This means that manufacturing companies can always be sure that their production processes are running smoothly and safely."
Reduce false rejects with the Mitus metal detector ®
Minebea Intec offers high-precision metal detectors for the detection of metallic foreign objects. The Mitus® metal detector is equipped with pioneering MiWave technology. This guarantees high-precision detection of metallic foreign bodies even with the largest product effects. With MiWave, a large number of frequencies are modulated onto the transmitted signal, which are then separated by an intelligent algorithm and analysed separately. This splitting allows the products to be viewed symbolically from several perspectives. This significantly increased information content leads to high search sensitivities despite large product effects. The result for manufacturers: maximum product safety and maximum output. "We repeatedly receive orders from customers who are dissatisfied with the performance of their metal detectors. The false reject rate is often too high," says Linus Dellweg, Global Product Manager at Minebea Intec. "With our metal detectors, products contaminated with metal particles can be recognised and sorted out during the production process with maximum reliability. This helps to reduce production costs and resource consumption."
Another sustainable approach that Minebea Intec offers its customers for the modernisation of all weighing and inspection systems is the recycling of existing systems. This environmentally friendly solution is popular with many customers worldwide and also offers cost benefits.
Error-free packaging ensured: The VisioPointer® from Minebea Intec with hyperspectral analysis
Minebea Intec's visual inspection solutions are used at the end of the production line. The VisioPointer® is a pioneering solution for highly efficient seal seam inspection of packaging in the food industry. By using hyperspectral analysis for coloured packaging or infrared for transparent packaging, the VisioPointer® is able to detect even the smallest leaks or irregularities in the seal seam of packaging. This ensures product integrity and minimises the risk of contamination from faulty packaging, which also helps to protect against product recalls. "We offer our customers weighing and inspection solutions for the entire production process: from incoming goods to outgoing goods. From entry-level products to premium solutions," says Lars-Henrik Bierwirth, Global Product Manager at Minebea Intec. "In addition to our high-quality and durable devices, we also have intuitive software solutions in our portfolio that simplify formulation processes, reduce raw material losses and have sophisticated safety functions such as track and trace." Minebea Intec offers the PC software ProRecipe XT® for manual recipe processes, the Batch-PMS software is ideal for automated recipe processes and the SPC@Enterprise software - as already described - is a centralised data management tool.
Minebea Intec honoured with silver medal from EcoVadis and ISO 14001 certified
As a leading global provider of weighing and inspection technology, Minebea Intec prioritises environmental awareness in all areas. For example, it is ISO 14001 certified and was again awarded the silver medal by EcoVadis, the world's largest provider of sustainability ratings, in 2024. This certification takes into account environmental aspects, labour and human rights, ethics and procurement. Minebea Intec achieved 71 out of 100 points, which is well above average.
The company has also adopted the goals of its parent company MinebeaMitsumi to be climate-neutral by 2025 at the latest. This means that binding targets apply to the three core topics: Waste reduction, reduction of water consumption and reduction of CO2 emissions. The Group's international positioning is paying off here: With 20 locations worldwide and thanks to a comprehensive network of over 220 partners, Minebea Intec offers short delivery routes, which in turn helps to reduce emissions. The high quality and durability of the manufactured products ensures a longer product cycle and thus reduces the impact on the environment. The service life of the products can be further extended by the long-term spare parts service, while the aforementioned take-back system ensures that the parts are disposed of properly.
Automation: the path to sustainable production
Minebea Intec's technologies promote the automation of production processes. This automation and the associated increase in efficiency is the key to greater sustainability in the industry. In addition, Minebea Intec's solutions make production processes more sustainable by reducing false rejects, minimising material waste, increasing energy efficiency, optimising packaging processes and thus supporting the responsible use of resources. High-precision technologies ensure product quality and thus protect against costly and environmentally damaging product recalls. On the one hand, they support manufacturing companies in overcoming the challenge of constantly improving their production processes. On the other hand, they help the environment, which is also known to face a number of challenges.
Please send us a PDF of your publication. When publishing the article online, please link to www.minebea-intec.com
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}