
Corporate, Press Downloads
How weighing and inspection solutions optimise productivity in the confectionery industry
The global consumption of confectionery is growing steadily. For manufacturers of chocolate, sweets, chewing gum and other sugary sweets, this means making their production facilities fast, flexible, economical, and safe in order to remain competitive. Minebea Intec´s powerful, state-of-the-art weighing and inspection solutions for this industry help producers to increase their efficiency.
According to forecasts, around 732 million euros will be spent on confectionery products worldwide in 2020. Current studies assume a per capita consumption of confectionery of around 16 kilograms on average and forecast average annual growth rates of up to 4.3 per cent by 2025.The confectionery industry is therefore a relatively fast-growing market with lucrative prospects and as such fiercely competitive. This has been evident for some time in a high degree of consolidation: the big players such as Mars, Ferrero, Mondelez International, Hershey or Nestlé are growing, while smaller manufacturers are striving to establish a strong position in order to remain competitive. For that reason, confectionery manufacturers of any size consistently have to keep their production facilities up to date in order not to lose ground to the competition.
It is important to pay attention to consumer behaviour and the resulting trends that have a significant impact on the confectionery manufacturing processes. The environmental awareness on part of consumers has been growing massively for some time, this requires a rethinking of the product packaging: plastic and metal are increasingly being replaced by cardboard-based packaging materials.

Packaging made of mixed materials, such as cardboard boxes with integrated plastic viewing windows, which are still frequently found at present, are becoming less and less common for environmental reasons. In the best case, confectionery produces no waste or at least only little waste that can easily be recycled – confectionery manufacturers cannot ignore this trend either. Holidays such as Easter, Christmas or the Chinese New Year, as well as important international sporting events such as the Olympics or football world championships require the development and production of special seasonal products, which places additional high demands for the industry on the flexibility of their systems. Frequent product changes also result from the increasing interest of manufacturers to constantly expand their range and to always introduce new confectionery in order to expand their market share.
In addition, consumers see chocolate in particular as a kind of luxury product and attach great importance to aesthetics and perfection both in the actual product and in its packaging. For manufacturers, this trend means that they have to invest in flexible manufacturing processes with high throughput to ensure that they repeatedly win and renew the consumer interest for their products.
Efficient, flexible and fast
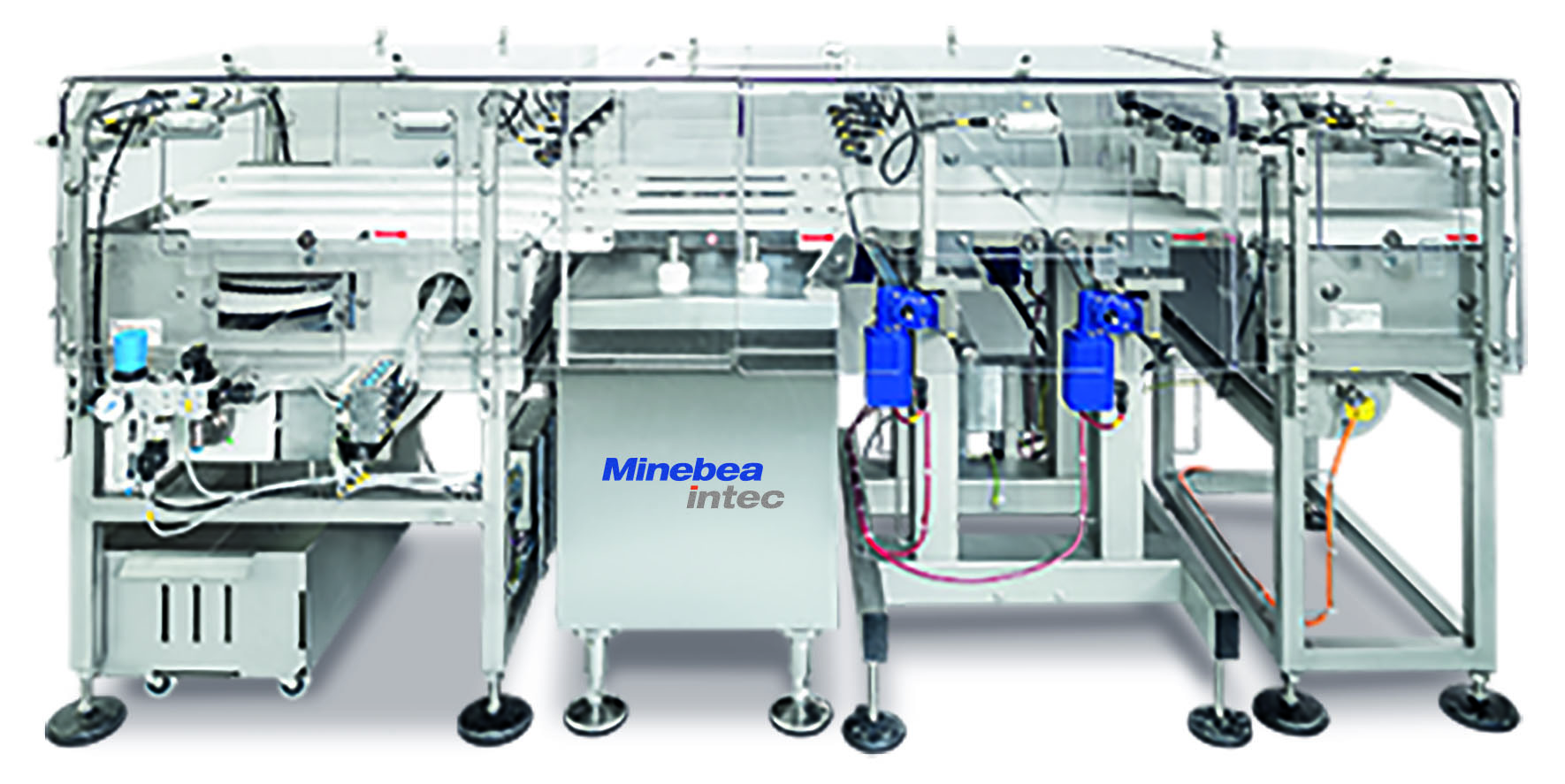
"For confectionery manufacturers, the variety of products as well as processing and packaging quality are key factors in order to drive their business successfully in tough industry competition," says Nick Parsons, Deputy CSO at Minebea Intec and responsible, among other things, for sales in this segment. Only with efficient, flexible and fast processes can manufacturers produce their confectionery with the required productivity. Minebea Intec offers these companies powerful and flexible weighing, inspection, and process control systems for various stages in the manufacturing and packaging processes of confectionery, which enables optimised processes and competitive solutions. A good example of this are systems that are tailored to specific customer requirements. "We recently developed a high-speed checkweighing solution that reliably weighs chocolate packages with a small footprint at speeds of up to 600 pieces per minute. To save space in the production line, the system simultaneously performs the metal detection control point, too,” explains Nick Parsons. “Speaking of space: Minebea Intec also offers customised multi-lane systems, where telescopic separators of up to six lanes solve the legislative and process weighing requirements ensuring packages at the right weight at high speed with limited production space. Wherever there is a need, we help find a solution.”
Static and dynamic weighing is key
Weighing processes are an integral part of the production of confectionery along the entire manufacturing chain, from the arrival and storage of the raw materials to the finished packaged product. This starts with the reception and intermediate storage of raw materials, where Minebea Intec truck scales, flatbed scales, and silo load cells ensure that the quantities delivered are correct. “Our digital load cell Inteco in combination with the converter Connexx is a good example of the ever increasing digitalisation in weighing processes. Customers benefit from fast signalling times and optimal transparency in dosing, weighing ingredients, and mixtures. A further plus: if faulty measurement results occur, a defective load cell can be identified immediately,” underlines Nick Parsons.
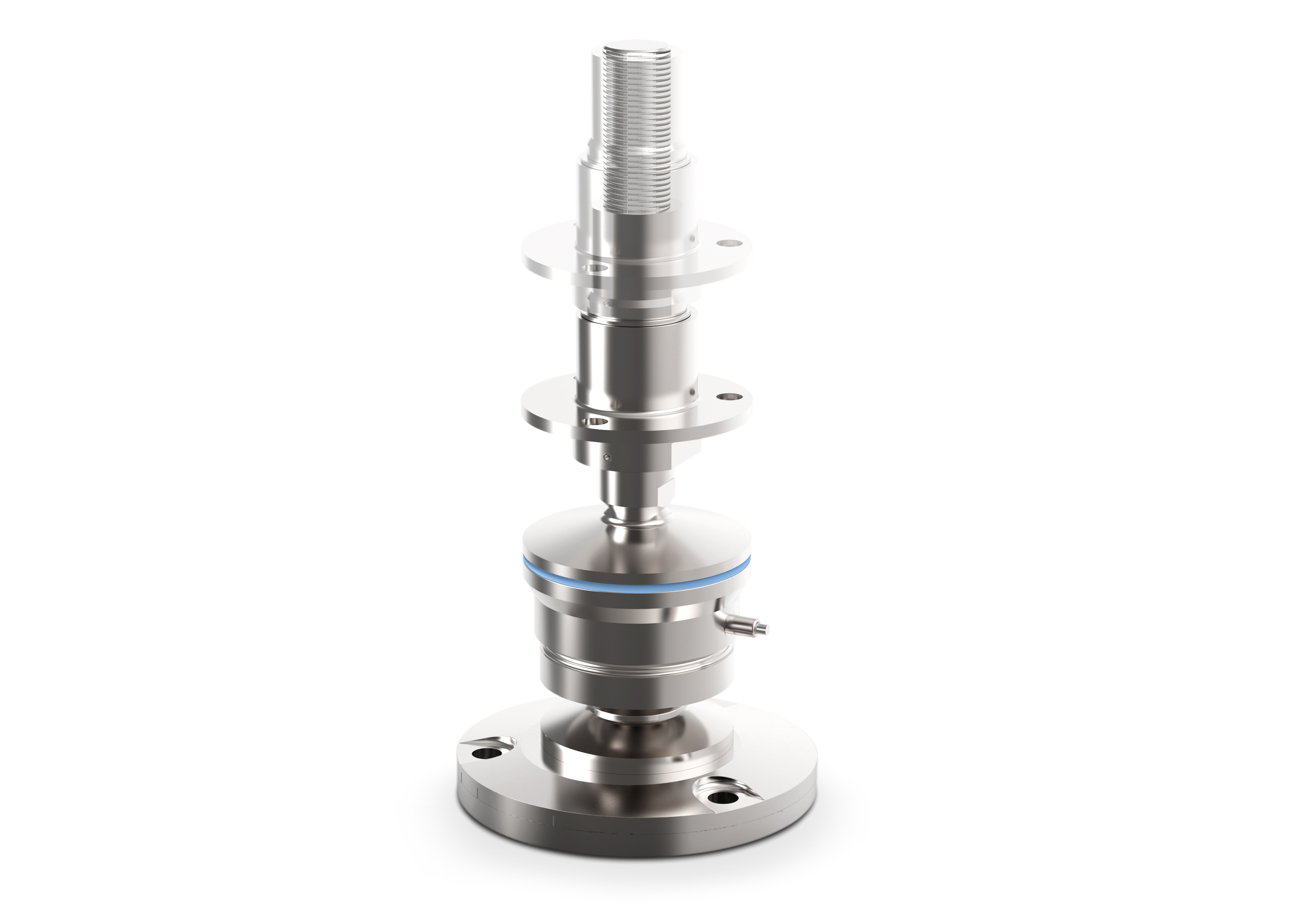
When it comes to the weighing of process vessels or even mixers, Minebea Intec offers hygienic solutions, which provide precise measuring results even with high lateral forces. The newest weighing module Novego is a prime example of this. Plant builders for various industries frequently use this innovative solution – not least because it is particularly easy to install with its integrated height adjustment and tilt correction.
For the subsequent process steps in the production of confectionery, reliable weighing equipment both static and dynamic is crucial to ensure consistent product quality. The industrial Combics bench scales or the Midrics series of bench and floor scales, for example, support processes in spice and flavour departments. "The high-precision scales from Minebea Intec demonstrate their accuracy and reliability to the fullest, particularly in the process steps in which the exact dosage of flavours, colours and spices is crucial for the consistent taste and look and thus the quality of the confectionery," says Nick Parsons. Weighing results can be managed and evaluated via our statistical process control and recipe solutions and thus contribute to production monitoring.
Dynamic checkweighers such as Flexus and Synus from Minebea Intec offer manufacturers further high-precision, flexible solutions which, in combination with the Trend Control application, allow for a profitable combination of different production equipment. With the Trend Control option, the checkweigher controls the upstream filling, portioning or cutting machine in such a way that the defined target weight is reached as accurately as possible and kept constant. This prevents unnecessary overfilling or underfilling, thus reducing rejects and avoiding waste of material. "Especially with automated processes and high volumes, the use of Trend Control significantly increases productivity. Minor changes in cooling or heating temperatures or times can lead to different individual product weights. With Trend Control, our checkweighers react directly to these changes and adjust filling processes, for example," says Nick Parsons. Each Minebea Intec checkweigher can also be customised to meet the customer's exact product requirements.
Intuitive software solutions
Behind all confectionery production is the desire to comply with legal requirements, improve product quality and increase production efficiency. SPC@Enterprise combines statistical process control and pre-packaging goods checking, meeting the legislative requirements in one innovative tool and helps to identify and realise potential savings. The software enables the user to statistically evaluate collected data from the overall process and to ensure efficiency when necessary by taking suitable measures. SPC@Enterprise thus enables a seamless, documented production control. “Our customers use the powerful software to increase efficiency and maintain consistent product quality. Not only Minebea Intec systems but also other input devices can be connected to achieve this. We do not exclude devices from other manufacturers – for us the needs of customers come first,” says Nick Parsons. In the latest version of SPC@Enterprise, extended functions such as status reports for checkweighers and metal detectors ensure even more transparency in the entire production process.
In the process of manufacturing confectionery, ingredients must be added in the desired and specified proportions. Reliable recipe management systems are essential for this. With ProRecipe XT, Minebea Intec offers an intuitive recipe management system for all manual and semi-automatic recipe processes, which guarantees, controlled production reliability of confectionery. The flexible integration into production systems and the guaranteed traceability are decisive advantages of the software. According to Nick Parsons, customers are highly satisfied with the intuitive, user-friendly monitoring and management of the recipes.
Free from contamination
Whether chocolate, chewing gum, hard or soft candy – in the production of confectionery, as of all food, the top priority is that undesirable foreign bodies must not be present in the products so as not to endanger the health of consumers. If manufacturers have to start product recalls because of contamination, this is expensive and has a highly negative impact on the brand image. With the metal detectors of the Vistus series and Dylight X-ray inspection systems, Minebea Intec offers powerful, reliable inspection systems to confectionery producers to solve this important task. “The packaging material often sets the course between metal detection and X-ray inspection," explains Nick Parsons. “For example, if the packaging contains an aluminium seal, the metal detector is unable to reliably detect contamination so an X-ray system would be the better choice. Within metal detection, on the other hand, some devices might have a hard time detecting products with changing product effects and perform inaccurate detection and thus extensive elimination of supposedly contaminated products.”
First-class service quality
Reliable device and system availability is crucial for confectionery manufacturers in order to minimise downtimes. The production of confectionery requires a wide range of complex systems and devices along the entire process chain. Reliable, well-thought-out maintenance of all plant parts and short response times in the event of component failure is, therefore, an important key to ensuring high productivity. To ensure immediate support, the global supplier of weighing and inspection technologies provides a service tool based on AR technology. Using the miRemote service tool, customers can access Minebea Intec's support services directly from anywhere, anytime via smartphone or tablet, and thus receive qualified support immediately when required. In this way, Minebea Intec supports its customers in optimising the technical availability of their systems. Under special conditions, such as access restrictions on site, the tool has already proven itself in many ways. The successful remote commissioning of a metal detector is just one of many examples.
Please send us a PDF of your announcement. When publishing the article online, please link to www.minebea-intec.com
Related Files
| File Name | File Size | File Type | ||
|---|---|---|---|---|
| synus.jpg | 137 KB | jpg | ||
| combics-300dpi.jpg | 162 KB | jpg | ||
| flexus-multilane.jpg | 987 KB | jpg | ||
| checkweigher-flexus-combi.jpg | 94 KB | jpg | ||
| novego-high.jpg | 990 KB | jpg | ||
| synus-confectionery.jpg | 633 KB | jpg | ||
| service-tool-spc-enterprise_.jpg | 184 KB | jpg |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}